Изменение некоторых параметров эффективности и безопасности хладоносителей в процессе их эксплуатации
Галкин Михаил Леонидович,
коммерческий директор ООО «Спектропласт» г.Москва,
к.т.н., член-корреспондент МАХ
Так сложилось, что холодильное оборудование продают, проектируют, комплектуют, монтируют и налаживают одни фирмы (в дальнейшем – поставщики), а покупают его и затем эксплуатируют, как правило, другие (в дальнейшем – потребители). Налицо конфликт интересов: с одной стороны, поставщик холодильного оборудования, которому выгодно показать привлекательность своего коммерческого предложения. При этом на момент сдачи в эксплуатацию нового холодильного оборудования поставщику часто удаётся продемонстрировать достижимость заявленных им характеристик холодильной системы. С другой стороны, технико-экономические характеристики оборудования, купленного потребителем, соответствуют заявленным поставщиком, лишь пока оборудование новое. А что потом?
При выборе промежуточного хладоносителя для вторичного контура холодильного оборудования проектировщики практически всегда в расчёт берут только справочные данные о теплофизических свойствах и параметрах безопасности, составленные исключительно для новых хладоносителей в предположении, что они будут использоваться только в новых вторичных контурах холодильного оборудования. Такое положение усугубляется ещё и тем, что как отечественные, так и зарубежные поставщики хладоносителей, в силу собственных интересов, не распространяют свои гарантии на срок более 5 лет и не озадачивают себя вопросами о том, что случится с хладоносителем и вторичным контуром при более длительном сроке их эксплуатации. Такие проблемы становятся уже «головной болью» для предприятий, купивших и эксплуатирующих холодильное оборудование. Возникает вопрос, сможет ли потребитель сделать осознанный выбор приобретаемого холодильного оборудования, не имея достоверной информации об изменении его эффективности и безопасности в процессе длительной эксплуатации (5 и более лет)? Такая информация должна быть предоставлена потребителю поставщиком в соответствии с Законом о защите прав потребителей и Законом о техническом регулировании, который, в частности, в Ст.6 предусматривает «предупреждение действий, вводящих в заблуждение приобретателей», в Ст.7 устанавливает минимально необходимые требования, обеспечивающие биологическую безопасность, пожаро- и взрывобезопасность, химическую безопасность и др.; Ст.24, п.5 устанавливает декларирование «заявителя о безопасности продукции при её использовании…». Однако реально в системном виде информация о стабильности свойств вторичного контура отсутствует и лишь иногда распространяется механиками производств и начальниками компрессорных цехов в своей среде. В настоящей статье на примере только двух из числа многих факторов риска показывается, как изменяется безопасность (токсичность хладоносителя) и эффективность (стабильность теплообменных процессов) вторичного контура холодильного оборудования в процессе его эксплуатации, а также насколько вводятся в заблуж- дение потребители, если при проектировании эти факторы не учитываются. Проведённый нами многолетний мониторинг состояния хладоносителей и охлаждаемой продукции более чем на 50 пищевых пред- приятиях страны показал, что близкая к рассчитанным характеристикам работа новой холодильной системы, заправленной новым хладоносителем, продолжается, в зависимости от условий эксплуатации и применяемых материалов, от 0,5 до 3 лет. После этого, вследствие процессов коррозии и накипеобразования, особенно, если исходный хладоноситель не содержал комплекс необходимых антикоррозионных присадок или их количество было рассчитано без учёта долгосрочной эксплуатации, начинает происходить изменение состава хладоносителя с появлением продуктов коррозии, его теплофизических свойств, а также изменение параметров теплопередачи через стенку теплообменного оборудования. Вследствие этих процессов снижается и эффективность, и безопасность холодильного оборудования.
Накопление продуктов коррозии (продуктов взаимодействия хладоносителя с материалами стенок вторичного контура) опасно по целому ряду причин.
Ионы железа (Fe2+, Fe3+) и меди (Cu2+) – основные продукты коррозии – являются катализаторами коррозионных процессов, поэтому их накопление приводит к ещё более быстрому разрушению теплообменного оборудования и трубопроводов, особенно в случае хладоносителей на основе водных растворов органических солей (ацетатов и формиатов калия);
Известно, что при эксплуатации холодильной системы часть хладоносителя может непреднамеренно попадать в охлаждаемый продукт, одновременно с этим происходит и обратный процесс. Чем опасно проникновение продуктов коррозии, находящихся в составе хладоносителя, например, в охлаждаемую пищевую продукцию?
Ионы железа являются мощными природными катализаторами практически всех биопроцессов, в том числе, способствуют росту (незапланированному технологами) микроорганизмов, что негативно сказывается на протекании ряда биотехнологических процессов (например, в пивоваренной и молочной промышленности) и на сроках хранения готовой пищевой продукции. Ионы меди инициируют деструкцию макромолекул и образование свободных радикалов, что приводит к порче пищевой продукции и ухудшает её органолептические свойства. Кроме этого, большинство продуктов коррозии обладает значительно большей токсичностью, чем сам хладоноситель (табл. 1), что может нанести вред здоровью потребителей и экологии, существенно превышающий ту степень риска, которая декларируется поставщиками.
Таблица 1. Показатели физиологической и экологической опасности основных компонентов хладоносителей и возможных продуктов взаимодействия хладоносителей с конструкционными материалами вторичного контура холодильного оборудования (обозначены «*»)
Химическое название
Химическая формула
Показатели опасности
LD50,
мг/кг
ПДК,
мг/м3
Группы опасности загрязнения водоёмов
1,2-пропиленгликоль
HOCH2CH(OH)CH3
20000
7
0
Этанол
C2H5OH
6200
1000
0
Этиленгликоль
HOCH2CH2OH
4700
5
0
Этилкарбитол
CH3CH2(OCH2CH2)2OH
8690
5
1
Ацетат калия
CH3COOK
3250
5
1
Ацетат меди*
(CH3COO)2Cu
710
~0.5
3
Ацетат никеля*
(CH3COO)2Ni
350
0.005
2
Ацетат свинца*
(CH3COO)2Pb
300
0.005
2
Ацетат цинка*
(CH3COO)2Zn
~300
0.1
1
Формиат калия
HCOOK
5500
~3
1
Хлорид железа (II)*
FeCl2
984
~1
1
Хлорид железа (III)*
FeCl3
900
~1
1
Хлорид кальция
CaCl2
1000
2
0
Хлорид меди (I)*
CuCl
140
0.5
2
Хлорид меди (II)*
CuCl2
584
0.5
2
Хлорид натрия*
NaCl
3000
5
1
Хлорид никеля*
NiCl2
105
0.005
2
Хлорид олова
SnCl2
700
~0.01
1
Хлорид свинца*
PbCl2
>1947
0.005
2
Хлорид хрома (III)*
CrCl3
1790
0.01
1
Хлорид цинка*
ZnCl2
329
~0.1
1
Примечания. 1. Отнесение веществ в зависимости от величин LD50 (средняя смертельная доза при введении в желудок, для крыс) и ПДК (предельно допустимая концентрация в воздухе рабочей зоны) к четырём классам физиологической опасности производится в соответствии с ГОСТ 12.1.007-76. Наиболее опасные вещества относятся к 1 (LD50<15 мг/кг, ПДК<01 мг/м3) и 2 (LD50<150 мг/кг, ПДК<1 мг/м3) классам опасности и запрещены для использования на предприятиях пищевой промышленности. 2. По опасности загрязнения водоёмов вещества подразделяются на 4 группы: 0 – в основном, не опасные для загрязнения вещества; 1 – слабоопасные вещества по отношению к загрязнению воды; 2 – водозагрязняющие вещества; 3 – высокоопаснозагрязняющие вещества (WGK, Германия).
По этой причине для потребителей холодильного оборудования на производствах особенно важно иметь достоверную информацию о последствиях непреднамеренного попадания хладоносителя в охлаждаемую продукцию, которое может привести к ухудшению качества продукции, сокращению срока хранения и, в итоге, к снижению её конкурентоспособности. По имеющимся у нас данным, практический опыт эксплуатации ацетатных и формиатных хладоносителей, поставляемых ведущими мировыми производителями, в условиях некоторых российских предприятий, кроме коррозионной опасности для стенок теплообменного оборудования и трубопроводов, продемонстрировал также их проблемность по отношению и к другим материалам вторичного контура. Так, например, происходило растворение уплотнительных материалов на некоторых типах запорной арматуры с загрязнением хладоносителя ядовитыми продуктами, содержащими свинец.
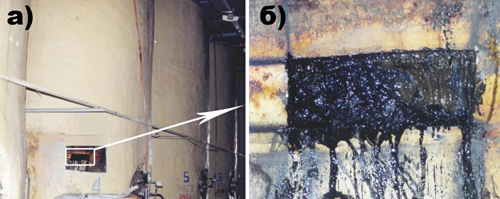
Второй серьёзной проблемой, с которой сталкиваются потребители холодильного оборудования при длительной эксплуатации, является снижение стабильности теплообменных процессов вследствие образования накипных коррозионных отложений на стенках теплообменного оборудования. Их накопление может происходить как в виде пластов толщиной несколько десятков сантиметров, так и в виде тонких слоёв. Первый случай иллюстрируется рис. 1, на котором показано состояние рубашки охлаждения ёмкости для выдержки виноматериала, эксплуатировавшейся более 10 лет на Московском комбинате шампанских вин (ОАО «МКШВ»). Во время механической очистки рубашки охлаждения од ного аппарата было извлечено более 350 кг отложений, состоящих из хлоридов, сульфидов, карбонатов, окислов и гидроокислов железа, никеля, кальция и магния.
Рис. 1. Состояние рубашки охлаждения ёмкости для выдержки виноматериала, эксплуатировавшейся более 10 лет на ОАО «МКШВ»: а – участок акратофора с очищенной теплоизоляцией и вырезанной частью наружной стенки рубашки охлаждения; б – увеличенный фрагмент выреза.
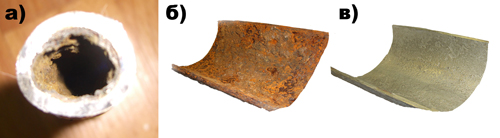
На рис. 2,а и 2,б показан внешний вид накипно-коррозионных отложений в виде тонких слоёв, а на рис. 2,в – вид трубы после очитки вторичного контура.
Рис. 2 Внешний вид трубы, эксплуатировавшейся в течение 5 лет на участке трубопровода вторичного контура ОАО «МКШВ»: а – срез трубы; б – увеличенный разрез трубы (до очистки вторичного контура); в – увеличенный разрез трубы (после очистки вторичного контура).
Даже небольшой накипно-коррозионный слой существенно снижает эффективность теплообмена, что обусловлено значительно меньшими значениями коэффициентов теплопроводности для CaCO3, Fe2O3 и Fe(OH)2 – основных составляющих отложений, по сравнению с металлом, из которого изготовлены элементы теплообменного устройства. Из приведённых в качестве примера в табл. 2 данных видно, что стальная труба с толщиной стенки 4 мм имеет коэффициент теплопередачи приблизительно на порядок больше, чем та же труба, если на ней осел слой никипно-коррозионных отложений толщиной 1 мм.
Объект
Материал стенки трубы или основного
компонента слоя отложений
Исходные данные
R,
м2·К/Вт
k,
Вт/м2 ·К
l, Вт/(м·К)
d, м
Труба теплообменного оборудования
Сталь 30
75,5
4·10-3
0,53·10-4
18860
Отложения
CaCO3
2,4
1·10-3
4,17·10-4
2400
Fe2O3
1,3
1·10-3
7,69·10-4
1300
Fe(OH)2
1,2
1·10-3
8,33·10-4
1200
Труба теплообменного оборудования со слоем отложений
CaCO3 + Fe2O3 + Fe(OH)2
-
1·10-3
6,48·10-4
1520
Примечание.λ - коэффициент теплопроводности; δ - толщина стенки трубы или слоя отложений; термическое сопротивление R рассчитано по формуле R=δ/λ; коэффициент теплопередачи k рассчитан по формуле k=1/(Rтр+Rотлож). Среднее значение термического сопротивления трубы со слоем отложений рассчитано, исходя из предположения, что
каждый тип отложений образовывал на поверхности трубы слой толщиной 1/3 мм.
Другая проблема, возникающая у потребителей холодильного оборудования,связанная с накипно-коррозионными отложениями, заключается в том, что толщинаслоя этих отложений неравномерно распределена поповерхности оборудования.В результате коэффициенттеплопередачи на участке с меньшим слоем оказывается существенно (в разы) больше, по сравнению с участками с более толстым слоем отложений. Это приводит к неравномерности температурного поля на стенках теплообменника, контактирующих с охлаждаемой продукцией, что, в свою очередь, нарушает технологию производства продукции и, следовательно, ухудшает её качество.
Поскольку фактический срок эксплуатации холодильного оборудования со вторичным контуром, как правило, значительно превышает 5 лет, то и изменения теплофизических и токсикологических свойств хладоносителя за это время можно прогнозировать как весьма существенные. При этом добросовестный поставщик должен информировать потребителя о выборе материалов вторичного контура, хладоносителя и об оснащении холодильной установки приборами контроля за состоянием вторичного контура, а также о периодичности проведения мониторинга хладоносителя и охлаждаемой продукции (особенно, если это пищевая продукция или кондиционируемый воздух). Таким образом, если проектировщики при расчёте холодильной системы использовали только исходные первичные данные для нового оборудования и для нового хладоносителя, то это может привести к серьёзным проблемам у потребителей при длительной эксплуатации вторичного контура. Причём эти проблемы касаются как безопасности, так и эффективности использования холодильного оборудования.
По нашему мнению, в ближайшие несколько лет существующий баланс между поставщиками и потребителями должен сместиться в сторону обеспечения потребителей безопасной продукцией, что связано с усилением позиций принятой в 2007 году Директивы ЕС по химической безопасности (REACH), с перспективами вступления РФ в ВТО, а также с подготовкой отечественного специального Технического регламента по безопасности холодильного оборудования.
Список литературы:
Закон №2300-I от 07.02.1992 «О защите прав потребителей». Ст.8.
Федеральный закон №184-ФЗ от 27.12.2002 «О техническом регулировании» (в ред. Федеральных законов от 01.05.2007 №65-ФЗ). Ст.6; Ст.7; Ст.24, п.5.
Генель Л.С., Галкин М.Л. Проблемы использования промежуточных хладоносителей во вторичном контуре холодильного оборудования. – Холодильный бизнес, 2004, №6.
Чернышев А.К., Лубис Б.А., Гусев В.К., Курляндский Б.А., Егоров Б.Ф. Показатели опасности веществ и материалов. – М., Фонд им. И.Д. Сытина, 1999, Т.1 – Т.5.
Шаповаленко А.Я., Свешников А.В., Зенкин И.Ф. Новый хладоноситель в старом оборудовании – способ повышения эксплуатационной безопасности предприятий. – Холодильная техника, 2006, №1.
Copyright 2005-2024. ООО "Спектропласт". Все права защищены.