Л.С.Генель, ген.директор, М.Л.Галкин, ком.директор, ООО "Спектропласт"
Значительное количество российских предприятий до настоящего времени использует холодильное оборудование, установленное более 15 лет назад. Хладагентом в нем часто является аммиак, а хладоносителем во вторичном контуре служит водный раствор CaCl2. Крупные аммиакоемкие производства относятся к опасным и находятся под особым контролем Госгортехнадзора, требующего или его замены, или снижения аммиакоемкости производства. Длительная эксплуатация рассолов на основе хлоридов в открытых системах показала их высокую коррозионную активность по отношению к стенкам вторичного контура холодильного оборудования, выполненных из черных и нержавеющих сталей, цветных металлов. Характерное для этим хладоносителей образование отложений в сочетании с коррозионными процессами, приводит к ухудшению теплообмена, к необходимости частого проведения ремонтных работ, к аварийным остановкам оборудования из-за локального разрушения вторичного контура. Предприятиям экономически выгодно одновременно с заменой аммиакоемких холодильных машин, практически не меняя вторичный контур, перейтит с проблемного хлорсодержащего хладоносителя на более современный, например, на основе пропиленгликоля, оптимальный для интервала температур от плюс 2°С до минус 20°С для пищевых производств [1].
Однако замена хладоносителей в упрощенном варианте сопрежена с серьезными проблемами и считается практически невозможной рядом ведущих в мире производителей хладоносителей: они безоговорочно снимают с себя гарантийные обязательства по своим хладоносителям при их заправке во вторичный контур, работавший на хлорсодержащих хладоносителях [2].
Специалисты предприятия "ООО Спектропласт" на практике установили, что успешная замена хладоносителя на основе хлорида кальция возможна без полного обновления вторичного контура, но с соблюдением целого комплекса условий и определенной последовательности проведения работ.
Ниже приводится типичный перечень основных этапов работ по замене хладоносителя с сохранением по возможности бывшего в эксплуатации вторичного контура, и выборочно даются краткие комментарии к ним.
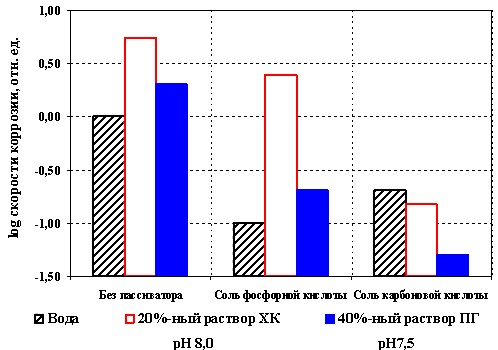
Рис. 1. Зависемость относительной скорости коррозии образцов (отрезков труб) из стали Ст 20(ГОСТ1050-88) в неингибированных воде и водных растворах хлорида кальция (ХК) и пропиленгликоля (ПГ) от используемых при пассивации веществ (за единицу принята скорость коррозии образца в воде ГОСТ2874-82 при t=18°C).
Из диаграммы видно, что для каждой коррозийной среды выбор пассивирующего вещества способен на порядок изменить скорость коррозии металла.
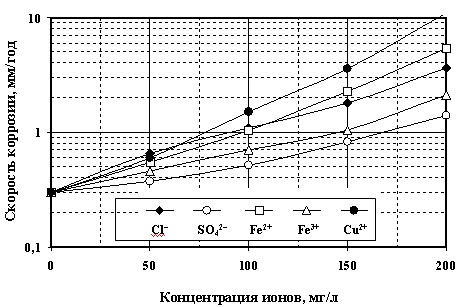
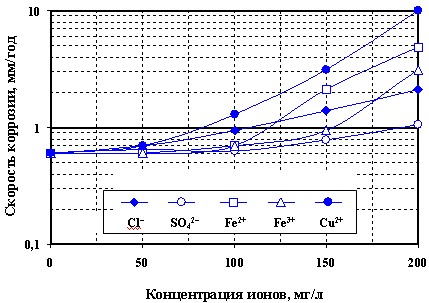
Рис.3. Зависимость коррозионной активности опрессовочной воды по отношению к стали Ст20 при 20°С от содержания в ней ионов хлора, сульфата, железа и меди (испытания проводились в сопоставимых условиях, на образцах в виде отрезков труб)
1. Оценка состояния вторичного контура.
2. Kemira chemicals //Freezium.-2001
3. Сайт компании ООО "Спектропласт": www.splast.ru